In the world of hydraulics, the method of securing a joint determines the efficiency and safety of the system. Two common methods are turning and torquing. Turning is often seen as the more convenient and straightforward method, while torquing is more focused on accuracy and control. This comprehensive guide is designed to provide an in-depth look at the advantages and disadvantages of each method, its applicability to different types of fittings, and practical tips for effective application.
Turning is often considered the more user-friendly and straightforward method for securing hydraulic adapters. Unlike torque, which requires precise calculations and specialized tools, turning is more intuitive and accessible. The process involves manually rotating the fitting until it makes a snug connection with the mating surface. This “hand-tight” approach is often sufficient for many low-pressure applications, making it a popular choice for quick repairs and installations.
There are two methods of turning operations for turning:
TFFT stands for “Turning Finger Tight” and is a method that emphasizes ease of use and quick installation. After finger tightening the connection, rotate the fitting the recommended number of full turns. This method is particularly useful for those who do not have specialist tools to hand and need to secure the fitting quickly and efficiently.TFFT is usually used for less critical systems or temporary fixings where high accuracy is not a major consideration. However, it is important to follow the manufacturer’s guidelines on the number of turns to ensure a safe and leak-free connection.
FFWR or “Flat Number of Wrench Resistance” is sometimes referred to as the “Flat Number Method”. This technique is more accurate than TFFT and is often recommended for more critical or high pressure systems. After finger-tightening, turn the coupling nut with a wrench. The number of planes on the coupling nut that should pass through a specific point is usually indicated in the manufacturer’s guide. This method makes the tightening process more controlled and precise, reducing the risk of leakage or system failure.
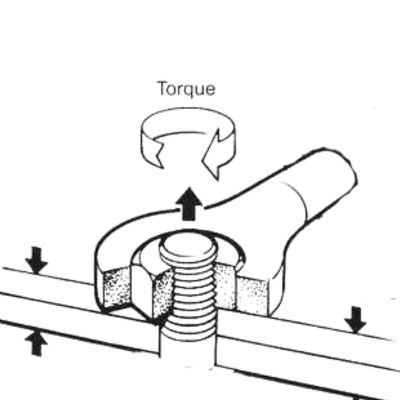
When it comes to hydraulic fittings, torque is all about precision and control. Unlike methods that rely on a more intuitive “feel” for rotation, torque is a calculated method that requires an amount of rotational force to be applied to hold the fitting in place. This ensures optimum sealing, minimizing the risk of leakage and improving the overall efficiency and safety of the hydraulic system.
The primary tool for this method is the torque wrench, which is a specialized tool designed to apply a precise amount of force. Torque wrenches are often equipped with a pressure gauge or digital readout that allows for real-time monitoring to ensure that the amount of torque you are applying meets the manufacturer’s specifications. This accuracy is especially important in high-pressure or critical systems where even small leaks can lead to serious operational problems or safety hazards.
However, this kind of accuracy comes at a cost of time and resources. Torque wrenches are expensive and their proper use often requires training. The torque wrench is also typically a slower process than turning because it requires stopping to measure and adjust the applied force. This makes torque wrenches not ideal for quick fixes, but invaluable in long-term, high-risk applications.
Advantages
The turning method is the epitome of simplicity. It’s straightforward and involves simply rotating the joint until it fits snugly against the mating surface. This method is quick and usually requires only a standard wrench or even just your hand. Since no specialized equipment is required, it is cost-effective and particularly suitable for small operations or temporary repairs.
Disadvantages
However, the turning method lacks precision. It is easy to over-tighten fittings, which can lead to leaks or even component failure. In addition, it is not the best choice for high-pressure systems where a small mistake can have serious consequences.
Advantages
The torque method focuses on accuracy. It requires the torque wrench to apply a specific rotational force to ensure optimal sealing. This precision makes it ideal for high-pressure and critical systems where even a small leak can have disastrous consequences.
Disadvantages
The downside is the need for specialized equipment – torque wrenches. These tools can be expensive, and using them properly often requires training. In addition, installation times are usually longer than with the turning method.
So how do you choose between the two? If you’re dealing with a less critical system or need a quick fix, the turning method may be the way to go. However, for long-term installations, especially high-pressure systems, the accuracy and reliability of the torque method often outweighs its higher initial cost.
JIC fittings have a 37-degree flare on the seating surface for a tight, reliable fit when connected. This design is especially advantageous for the rotary method of securing hydraulic fittings.
One of the biggest advantages of using JIC fittings and the turning method is the speed of installation. The design of these fittings allows them to be quickly tightened by hand and then turned a few turns with a standard wrench. This eliminates the need for specialized torque wrenches or other tools. This convenience also saves money as there is no need to invest in specialized equipment.
However, while JIC fittings are often well suited to the turning method, one concern is the metal-to-metal contact that occurs when the nose of the fitting is tight against the mating surface. Over time, this repeated contact can lead to deformation of the nose of the fitting, especially if it is over-tightened. This deformation can compromise the integrity of the seal and in extreme cases can even lead to leakage or system failure.

Tapered threaded fittings are a unique category in hydraulics and are particularly suited to turned installation methods. The key to its effectiveness is in the design: the threads are tapered rather than straight. This taper allows the threads to wedge into place as the fitting turns, creating a naturally tight seal.
The tapered design allows for quick, straightforward hand tightening followed by a few turns with a standard wrench. The tapered design has the ability to seal in and of itself. As the fitting rotates into place, the tapered threads gradually form a tighter seal, often eliminating the need for additional sealing components such as o-rings or washers. This not only simplifies the installation process, but also reduces potential points of failure in the system.

Bite-type fittings are a unique category in the field of hydraulics, specifically designed to form a strong and reliable connection through a “bite” action. As the fitting rotates into place, the ferrule or cutting ring “bites” into the tubing to form a strong and reliable mechanical seal. This design makes bite-type fittings particularly suitable for turning installation methods.
The biting action itself provides a strong connection and often eliminates the need for additional sealing elements such as o-rings or gaskets. And it reduces the need for specialized tools or high torque.
While bite fittings are ideal for less critical systems, they may not be the best choice for high-pressure or high-risk applications. The turning method itself lacks precision and may result in inconsistent seal tightness. In addition, repeated use may wear away the “bite” surface, reducing the long-term effectiveness of the fitting.

When using the turning method to secure hydraulic fittings, there is one practical tip that can greatly improve the efficiency of the installation process and ongoing maintenance: marking the fittings and valve bodies with a permanent ink pen.
First point of resistance: As you use the wrench to turn the fitting into place, you will eventually reach the point where you feel the first resistance. This is your signal to pause.
Mark the nut: Use a permanent ink pen to make a longitudinal mark on a flat surface of the nut.
Mark body hex: Align the mark on the nut and continue to mark the body hex.
Tightening in place: Continue to tighten the fitting until it reaches the correct tightened position according to the manufacturer’s instructions or your experience.
Second mark: At this point, make a second mark on the body hex opposite the initial mark on the nut hex.

Quality Assurance: The shift mark on the nut hex is a quick visual indicator of quality assurance. By comparing the initial and final positions of the marks, it can be quickly verified that the fitting has been tightened to the correct position.
Looseness Indicator: The second mark on the valve body serves as a reference point for future maintenance. If the fitting is loose, the mark will move, providing a visual indication that retightening is required.
Reassembly Instructions: When reassembling, tighten the fitting beyond the second mark on the valve body. This will ensure that a new seal is formed under the nose of the fitting, which will improve the reliability of the connection.
Incorporating these marking steps into your daily turning methods will not only make the initial installation more precise, but will also simplify future maintenance tasks. It’s a small effort that can yield significant long-term benefits, improving the reliability and efficiency of your hydraulic system.
ORFS fittings have a flat face and an o-ring that is mounted in a groove. This design is intended to create a strong seal that can withstand high pressures. The flat surface ensures that the o-ring is fully compressed, eliminating the possibility of leakage.
The torque method serves to ensure that the O-ring is fully compressed against the flat surface of the fitting. By applying a certain amount of rotational force according to the manufacturer’s guidelines, a leak-free seal can be achieved.
The combination of ORFS fittings and the torque method provides a high degree of reliability. o-rings provide an additional sealing layer that can withstand extremely high pressures when properly compressed by torque. This makes ORFS fittings a long-lasting solution that reduces the need for frequent maintenance or replacement.

Straight thread fittings are a common choice in hydraulic systems, especially where precision and reliability are critical. Particularly compatible with torque method installations, these fittings offer a variety of advantages and are the preferred choice of many professionals in the hydraulic industry.
The torque method complements the mechanical stability of straight threaded fittings. By applying a certain rotational force, an optimum degree of tightness can be achieved, ensuring that the joint is neither too loose nor too tight. By adhering to the manufacturer’s guidelines and using the correct amount of torque, you can ensure a solid, long-lasting and safe hydraulic system.

When securing hydraulic fittings, “How tight should I tighten it?” is a key question. The torque method is precise but leaves little room for error. Over-tightening or over-loosening can cause problems ranging from inconvenience to catastrophic system failure. Here is a guide to help you strike the right balance.
Over-tightening hydraulic fittings can lead to several problems. The most immediate problem is joint failure. When too much torque is applied, it puts too much stress on the joint, leading to cracks or deformation. This can compromise the integrity of the connection, leading to leaks or even complete fitting failure.
On the other hand, under-tightening can present a number of challenges. Connecting loose joints can lead to leaks. Even small leaks can lead to reduced system efficiency and, over time, damage to other components due to continued exposure to hydraulic fluid.
The surest way to determine fitting tightness is to refer to the manufacturer’s guidelines. These specifications are based on rigorous testing and provide torque values that ensure a safe, leak-free connection. Adherence to these guidelines is the best way to ensure the longevity and reliability of your hydraulic system.
Dash | Size | Steel | |||
Ft.Lbs. | Newton-Meters | ||||
Min | Max | Min | Max | ||
-4 | 1/4 | 10 | 11 | 13 | 15 |
-5 | 5/16 | 13 | 15 | 18 | 20 |
-6 | 3/8 | 17 | 19 | 23 | 26 |
-8 | 1/2 | 34 | 38 | 47 | 52 |
-10 | 5/8 | 50 | 56 | 69 | 76 |
-12 | 3/4 | 70 | 78 | 96 | 106 |
-16 | 1 | 94 | 104 | 127 | 141 |
-20 | 1-1/4 | 124 | 138 | 169 | 188 |
-24 | 1-1/2 | 156 | 173 | 212 | 235 |
-32 | 2 | 219 | 243 | 296 | 329 |
JIC torque recommendations. The table is for reference only, ask the manufacturer for details | |||||
Choosing between the turning and torque methods depends on a variety of factors, including the type of system, the fittings used and the level of accuracy required. For less critical systems or quick fixes, turning may be sufficient. However, for long-term, high-risk applications, the accuracy and reliability of the torque method often outweighs its higher initial cost. Whichever method is chosen, following the manufacturer’s guidelines and employing practical tips can significantly improve the efficiency, safety and service life of a hydraulic system.
